Highly requested orthopedic reconstructions engineered for prime biomechanical performance and long-term survivorship in US clinical hubs.
An authoritative analysis of total hip and knee replacement (THR/TKR) manufacturing paradigms, clinical trial ecosystems, and global contract-production structures.
San Francisco and the wider Bay Area represent one of the most advanced healthcare technology clusters in the world. Dominated by leading clinical institutions like UCSF Medical Center (famed for its Department of Orthopaedic Surgery), Stanford Medicine, and a constellation of biomedical R&D centers, the region dictates the clinical design direction for joint arthroplasty globally. Surgical preferences in San Francisco emphasize patient-matched instrument systems (PSI), robotic surgery compatibility, and biomaterials that minimize long-term osteolysis.
Although San Francisco hosts the design labs, patent offices, and regulatory headquarters for pioneering orthopedic startups, the high-volume precision manufacturing of orthopedic implants requires massive infrastructure, advanced cleanroom operations, and heavy capital investments in CNC milling and chemical polishing. Consequently, medical device companies based in California routinely leverage strategic partnerships with advanced offshore manufacturing facilities. This synergistic structure allows Bay Area companies to focus on clinical validation and marketing, while outsourcing execution to factories equipped with high-throughput, ISO-certified production lines.
To balance the rising costs of healthcare delivery within the United States, surgical networks and orthopedic distributors are turning to advanced manufacturing facilities. Companies like Medispirex Orthopedic Technology Co., Ltd. represent the pinnacle of this outsourced manufacturing capacity. Operating an 18,600㎡ state-of-the-art facility, Medispirex offers the orthopedic sector a reliable, high-volume production source that drastically lowers the cost of goods sold (COGS) without sacrificing quality metrics.
The core of this cost-to-quality optimization lies in vertical integration. Our factory controls every stage of production—from CNC raw-stock cutting, high-speed multi-axis machining, and abrasive sandblasting, to state-of-the-art anode oxidation cleaning, automated polishing workshops, and final cleanroom inspection. By concentrating R&D and manufacturing under a single roof, we minimize supply chain friction, eliminate middle-man logistics markups, and secure a reliable raw material pipeline (including surgical-grade Titanium and ultra-high-molecular-weight polyethylene) through over 860 trusted upstream partners.
Procuring implantable medical devices requires strict compliance with domestic and international regulatory boards. For orthopedic distributors and hospitals sourcing THR/TKR components for the US market, adhering to FDA 21 CFR Part 820 Quality System Regulations is mandatory. Every batch of primary femoral titanium stems or cobalt-chromium knee joints must carry detailed raw material certification (such as mill test certificates for Ti-6Al-4V ELI) and absolute batch traceability.
Medispirex utilizes a robust quality management system backed by a dedicated team of 45 QA/QC professionals. We enforce strict multi-phase quality inspections, including dimensional verification using coordinate measuring machines (CMM), chemical composition analysis via optical emission spectroscopy, and mechanical testing protocols. For European markets, our implants meet CE MDR Class III requirements, ensuring that orthopedic distributors can seamlessly register and distribute products across multiple jurisdictions.
How our manufacturing lines incorporate next-generation materials science and surface treatment systems.
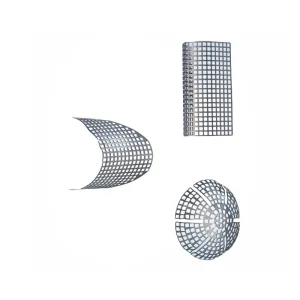
Utilizing high-temperature Plasma Spray technology to apply Hydroxyapatite (HA) layers that promote rapid osseointegration and biological fixation at the bone-implant interface.
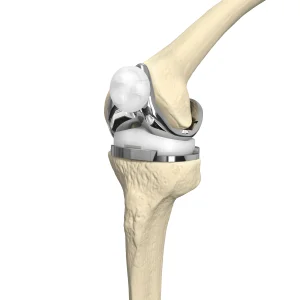
Complex anatomical geometries, such as the femoral component trochlear groove, are milled to sub-micron tolerances, ensuring smooth patella tracking and structural stability.
Optimized pairing of Ceramic heads with Highly Cross-Linked Polyethylene (XLPE) or UHMWPE inserts to reduce wear rates and prevent osteolysis-induced revision surgeries.
Visualizing the manufacturing processes, machining technology, and cleanroom facilities driving our medical device output.













Technical breakdown of implant engineering, materials selection, and fatigue limit analysis.
In total hip arthroplasty (THA), the longevity of the joint construct is determined by the friction coefficient at the articulation interface. Medispirex manufactures ceramic femoral heads using ultra-pure zirconia-toughened alumina (ZTA), which offers superior scratch resistance and wet-ability compared to traditional metal alloys. When paired with our high-density cross-linked polyethylene acetabular liners, we achieve minimal linear wear rates, protecting the patient from osteolysis.
For knee arthroplasty, the femoral component is crafted from a high-quality Cobalt-Chromium-Molybdenum (CoCrMo) alloy. The condylar surfaces undergo multi-stage automatic and manual polishing to reach a mirror-like finish (Ra < 0.05 microns). This ultra-smooth surface matches the anatomical curvature of the UHMWPE tibial insert, reducing structural friction and preserving range-of-motion metrics for active patient bases.
Orthopedic implants endure repetitive cyclic load within the human body. Our in-house laboratory conducts ISO 7206 fatigue tests to verify that femoral hip stems can withstand high structural stress cycles without experiencing mechanical failure. Finite Element Analysis (FEA) is utilized during the R&D stage to optimize stress distribution along the neck-shaft junction and the proximal body of the stem, minimizing the risk of aseptic loosening.
Additionally, the tibial components and knee articulation assemblies are subjected to dynamic wear testing under simulated physiological loading conditions. We measure the deformation profiles, chemical degradation resistant markers, and wear debris concentration levels to ensure our orthopedic devices comply with global regulatory expectations.
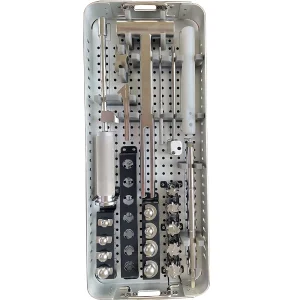
A comprehensive portfolio of clinical components, specialized instrumentation, and veterinary orthopedic implants.
Addressing regulatory compliance, engineering tolerances, customization capabilities, and delivery logistics.
We use implant-grade Titanium Alloy (Ti-6Al-4V ELI) conforming to ASTM F136 and Cobalt-Chromium-Molybdenum (CoCrMo) conforming to ASTM F75/ISO 5832-4. For articulating inserts, we exclusively deploy Ultra-High-Molecular-Weight Polyethylene (UHMWPE) or highly cross-linked polyethylene (XLPE) to ensure high wear resistance.
Our facility operates under an ISO 13485:2016 certified quality management system. Our regulatory team supports US-based orthopedic distributors with comprehensive technical files, manufacturing verification reports, and batch traceability documentation needed for FDA 510(k) applications and CE MDR certifications.
Yes, we offer comprehensive OEM and ODM support. This includes customized branding, custom sizing modifications, anatomical revisions, and custom joint surgical instrumentation configurations tailored to your clinical requirements.
Our HA coatings are subjected to mechanical shear and tensile testing protocols in accordance with ASTM F1044 and ASTM F1147. Coating thickness and crystal phase purity are analyzed using X-ray diffraction (XRD) and scanning electron microscopy (SEM) to confirm optimal surface porous structures.
Standard components in our inventory can be dispatched within 7–14 business days. For customized orthopedic instrument sets or modified OEM joint configurations, production takes 30–45 days depending on tooling complexity, followed by air freight directly to the Bay Area.