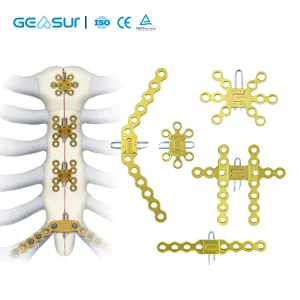
Anatomical osteosynthesis configurations engineered to meet demanding Australian surgical protocols.
Australia's orthopedic trauma market is characterized by exceptionally high standards of clinical performance, regulatory oversight, and a transition towards value-based healthcare procurement.
Managed by the Therapeutic Goods Administration (TGA), medical device registration in Australia demands robust conformity assessment evidence, clinical trials data, and comprehensive post-market vigilance profiles. Device sponsors importing to Australia must demonstrate compliance with the Essential Principles, aligning manufacturing quality directly with ISO 13485 metrics and ASTM/ISO materials standards.
With an aging population active in outdoor lifestyles, combined with high-impact sports injuries across major metropolitan areas like Sydney, Melbourne, and Brisbane, there is a steady increase in distal radius, clavicle, and proximal femoral fractures. Hospitals and private health networks require trauma implants that combine extreme fatigue resistance with anatomical pre-contouring to reduce operating room preparation time.
For Australian medical distributors, private hospital networks, and orthopedic device OEMs, establishing direct channels with vertically integrated manufacturers like Medispirex offers unique strategic advantages:
Engineered with precision, validated by science, and delivered globally.
Established in 2016, Medispirex Orthopedic Technology Co., Ltd. has developed into a premium developer and global supplier of spine and orthopedic trauma solutions. The company integrates research, advanced CNC fabrication, and comprehensive material testing under a unified Quality Management System (QMS). Our primary mission is to supply clinically effective products that address complex trauma fixations, anatomical reconstruction, and revision surgeries.
Our quality verification team comprises 45 dedicated QC professionals. To guarantee zero-defect shipments, they implement trace-control pipelines encompassing: raw material chemical analysis (matching ISO 5832-3/ASTM F136 requirements), multi-axis coordinate dimensional inspections, surface topography optimization, dynamic mechanical fatigue testing (torsion, bending, shear), and cleanroom sterile barrier integrity validations. This thorough verification mitigates clinical complications like implant failure or metal allergy reactions in patients.
Every stage of production is executed under cleanroom specifications and strict process validation.












Medispirex implants are designed and certified to align with strict regulatory systems globally. When supplying the Australian market, we provide direct support for sponsors to build robust Conformity Assessment dossiers, facilitating TGA ARTG entry.
Our raw material supply chain relies exclusively on premium, certified medical-grade titanium (such as Ti-6Al-4V ELI conforming to ASTM F136 and ISO 5832-3) and medical implant steel. Each batch receives mill test certificates detailing chemical compositions and structural properties to prevent potential trace metal contamination.
We consistently innovate by collaborating with global clinical research institutes to optimize implant biomechanics:
Enhances fatigue limits and reduces cold-welding risk between screws and plates.
R&D into bioabsorbable fixation profiles to eliminate second-stage removal surgeries.
Designing customized reconstruction options for severe skeletal oncology and trauma defects.
CE and ISO certified anatomical configurations supporting distal, proximal, and mid-shaft fixations.
Essential insights regarding compliance, shipping logistics, and customization for Australian purchasers.
Yes. All Medispirex devices are fabricated in ISO 13485 certified facilities and possess CE markings. We supply complete technical files, biocompatibility test results, and raw material certificates to assist Australian sponsors with TGA applications and ARTG listing requirements.
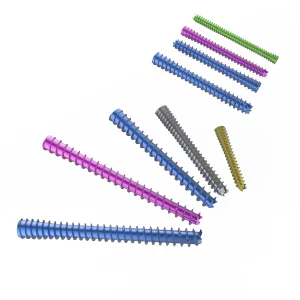
We construct our titanium locking plates and screws using medical-grade Ti-6Al-4V ELI (Extra Low Interstitial) alloy matching ASTM F136 and ISO 5832-3. This raw material optimizes tensile strength, fatigue life, and biological integration in patients.
Absolutely. Medispirex specializes in private label manufacturing, customized geometry designs, and custom surgical kit development. We provide options for laser marking, sterile barrier packaging within Class 10,000 cleanrooms, and customized product boxes.
Standard manufacturing timelines typically span 30-45 days depending on batch quantities. Shipments are dispatched via express air freight (5-7 working days) or standard sea freight (18-25 days) to all main Australian ports.
Our quality verification lab evaluates every product line against international biomechanics metrics. We subject anatomical locking plates to dynamic fatigue testing per ASTM F382 to confirm physical durability under repeated physiological loads.
Secure your hospital network's supply pipeline, optimize patient care margins, or expand your brand portfolio with TGA-aligned, CE-certified orthopedic implants.