In modern orthopedic reconstruction and sports medicine, anchoring soft tissue—such as tendons and ligaments—to native bone structure requires fixation devices of exceptional biocompatibility, load-bearing capacity, and predictable degradation profiles. Historically, metallic implants (titanium alloys) were the clinical standard. However, their permanence introduces long-term challenges, including imaging artifacts during postoperative MRI scans, localized stress shielding due to elasticity mismatches, and the frequent requirement for revision surgeries to manage chronic pain or migration issues. The introduction of permanent polymers like PEEK (Polyetheretherketone) resolved some imaging obstacles but left a foreign material indefinitely in the joint space, hindering anatomical physiological healing.
The contemporary standard has transitioned rapidly toward Bioabsorbable Suture Anchors. These advanced medical devices stabilize the tissue graft during the critical early healing window, then gradually hydrolyze over time, transforming the implant space into native regenerated trabecular bone structure. This transition relies heavily on complex material formulations, precision manufacturing, and strict regulatory compliance (CE MDR), establishing the foundation of our manufacturing philosophy here at Medispirex Orthopedic Technology Co., Ltd.
The performance of bioabsorbable anchors is dictated by polymer molecular weight, crystallinity, and block copolymerization ratios. Modern designs utilize three major polymer systems:
Established in 2016, Medispirex operates an 18,600㎡ advanced manufacturing facility. Backed by 12 years of industry expertise and 7 years of export history, we supply global hospitals, medical device distributors, and OEM/ODM brands with Class III orthopedic implant systems.
At our integrated facility, precision engineering is combined with automated manufacturing control. Our state-of-the-art infrastructure features advanced raw material verification, high-accuracy multi-axis CNC machining, ultrasonic cleaning, and cleanroom packaging. We maintain strict control over batch quality using specialized testing equipment, including dimensional inspections, mechanical fatigue testing, and material composition analysis.













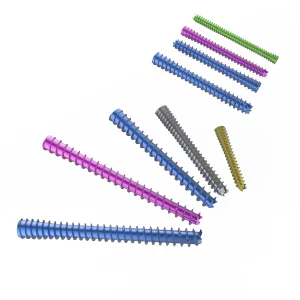
A bioabsorbable anchor's design must balance two conflicting requirements: minimizing size to preserve patient bone stock while maximizing shear and pull-out resistance to prevent premature failure. Achieving this balance requires precise thread engineering and material selection.
Our R&D department, consisting of 85 experienced engineers, optimizes anchoring performance using advanced design parameters:
Once implanted, bioabsorbable suture anchors undergo a tri-phasic degradation sequence:
At Medispirex, we address the specific sourcing and design requirements of global medical device distributors, hospitals, and orthopedic brands. We offer end-to-end supply chain integration, providing both standard catalog products and customized OEM/ODM systems.
Our custom capabilities include specialized mold engineering, adjustable degradation profiling, and custom suture assemblies using ultra-high-molecular-weight polyethylene (UHMWPE). We provide flexible branding options, ranging from bulk, non-sterile components to complete, sterile-packaged kits ready for surgical use.
Through our established network of 860 upstream and downstream partners, we ensure consistent material sourcing, reliable manufacturing capacity, and efficient international logistics.
Operating under strict quality control standards, Medispirex holds registrations and ISO certifications for international markets. We are ISO 13485:2016 certified, establishing a specialized quality management system for medical devices.
Our bioabsorbable products are manufactured in Class 10,000 and Class 100,000 cleanrooms. Each production batch undergoes comprehensive testing, including mechanical pull-out fatigue tests, material composition assessments, and gas chromatography to detect sterilization residues.
We assist our global partners with regulatory registrations, providing complete technical documentation, biocompatibility testing reports (ISO 10993), and validation data for ethylene oxide (EO) sterilization processes.
The field of bioabsorbable implants is moving toward active tissue regeneration. The next generation of suture anchors will do more than provide temporary mechanical fixation; they will actively support bone and soft tissue healing.
Key areas of development include:
The degradation profile depends on the material composition. Our standard PLDLA anchors resorb within 12 to 18 months. Biocomposite formulations containing osteoconductive HA or β-TCP maintain structural integrity for the first 6 to 12 weeks during graft healing, and resorb fully within 18 to 24 months as new bone replaces the implant.
Yes, we provide comprehensive OEM/ODM services. This includes custom implant design, tool modification, private labeling, and sterile barrier packaging (Tyvek pouches) that meet ISO 11607 and CE registration requirements.
We incorporate basic mineral compounds, such as β-TCP or Hydroxyapatite (HA), into our polymer formulations. These minerals neutralize acidic lactic byproducts as the polymer degrades, keeping the local pH close to physiological levels and preventing inflammatory reactions.
Medispirex is ISO 13485:2016 certified. Our orthopedic and spinal implants hold Class III CE certifications, and we maintain complete traceability records for all raw materials and production batches.
Our dedicated team of 45 QC professionals conducts extensive testing on every production lot. This includes mechanical pull-out force tests under dry and wet simulated environments, fatigue loading tests, and raw material composition analysis to ensure uniform density and performance.